ON THIS PAGE
Solid-State Battery Pilot Line: High-Precision Control & Traceability Solution
High-precision process control + vision alignment correction + traceability-ready architecture
The pilot line is the critical bridge between laboratory R&D and mass production. At this stage, repeatability and traceability matter more than raw throughput—because every unstable run delays scale-up and increases re-validation costs. Our control solution addresses the specific challenges of solid-state battery pilot lines: precision closed-loop control, vision-based alignment correction, synchronized motion, and comprehensive data logging for validation evidence.
Deterministic Closed-Loop Control & Tuning Efficiency
Reduce tuning cycles and integration friction through structured parameter management and closed-loop validation. Pre-validated control logic and modular architecture minimize on-site debugging time, accelerating the path from installation to stable operation.
Batch-to-Batch Repeatability & Process Window Stabilization
Stabilize the process window and reduce batch-to-batch variation through precision closed-loop control. Consistent parameter execution across runs builds confidence in yield predictions and supports faster qualification cycles.
Traceability-Ready Architecture for Mass Production Scale-Up
Traceability-ready architecture with recipe control enables confident replication to mass production lines. Version-controlled parameters and documented baselines reduce re-validation risk when scaling capacity.
Quick Input Checklist:
Accelerating Solid-State Battery R&D to Pilot-Scale Transition
Solid-state battery technology is entering a critical transition phase. As companies move from laboratory demonstrations to pilot-scale validation, the focus shifts from proving feasibility to proving repeatability. The pilot line is where process windows are defined, yield targets are validated, and the foundation for mass production is established.
At this stage, the real cost is not hardware—it’s time. Every unstable run, every unexplained deviation, every missing data point extends the path to production qualification. Re-validation cycles consume months and engineering resources that could otherwise accelerate market entry.
Companies that invest in robust control architecture at the pilot stage gain a compounding advantage: faster commissioning, clearer baselines for scale-up, and documented evidence for customer and regulatory qualification. The pilot line is the real window of opportunity—and the control system determines how efficiently that window is used.
Technical Hurdles in Solid-Scale Validation: Precision & Thermal Drift
Precision & Drift Become Yield Variation
In solid-state battery manufacturing, micron-level deviations in coating thickness, stacking alignment, or pressure profiles directly translate to cell performance variation. Without closed-loop correction, drift accumulates across batches, making root cause analysis difficult and yield optimization unpredictable.
Pressure/Vacuum/Thermal Coupling Causes Instability
Solid-state processes often involve simultaneous control of multiple physical domains—pressure, vacuum, temperature—that interact in complex ways. Without coordinated control logic, one parameter change can cascade into unexpected process instability, extending commissioning time and reducing confidence in baseline settings.
‘Works in Lab’ Fails in Pilot Line
Laboratory success often does not transfer directly to pilot-scale equipment. Jitter, synchronization delays, thermal gradients, and missing traceability create gaps between theoretical process windows and actual equipment behavior. These gaps only become visible during pilot runs, causing costly re-validation cycles.
What this means for decision-makers: Pilot-line delays are not just engineering problems—they directly impact time-to-market, capital efficiency, and competitive positioning. A control architecture that addresses these challenges from the start reduces both technical risk and business risk.
Integrated Control Architecture: From Sensors to MES Data Logging
Our pilot-line control solution provides a complete architecture for high-precision process control, from sensors through actuators to data systems. We deliver modular, validated control logic with clear interfaces—designed for commissioning efficiency and scale-up replication.
High-Precision Closed-Loop Control
Real-time feedback and correction for coating, pressure, vacuum, and thermal parameters with configurable control gains.
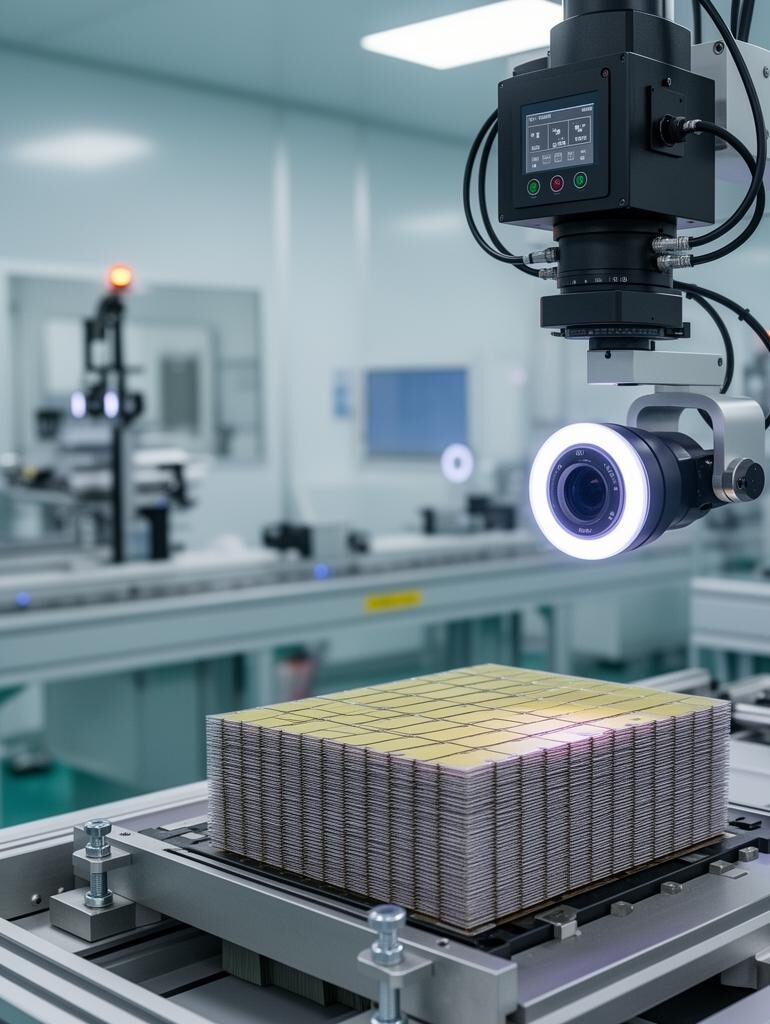
Vision Alignment Correction
Sub-pixel positioning and deviation compensation for stacking, coating registration, and edge alignment.
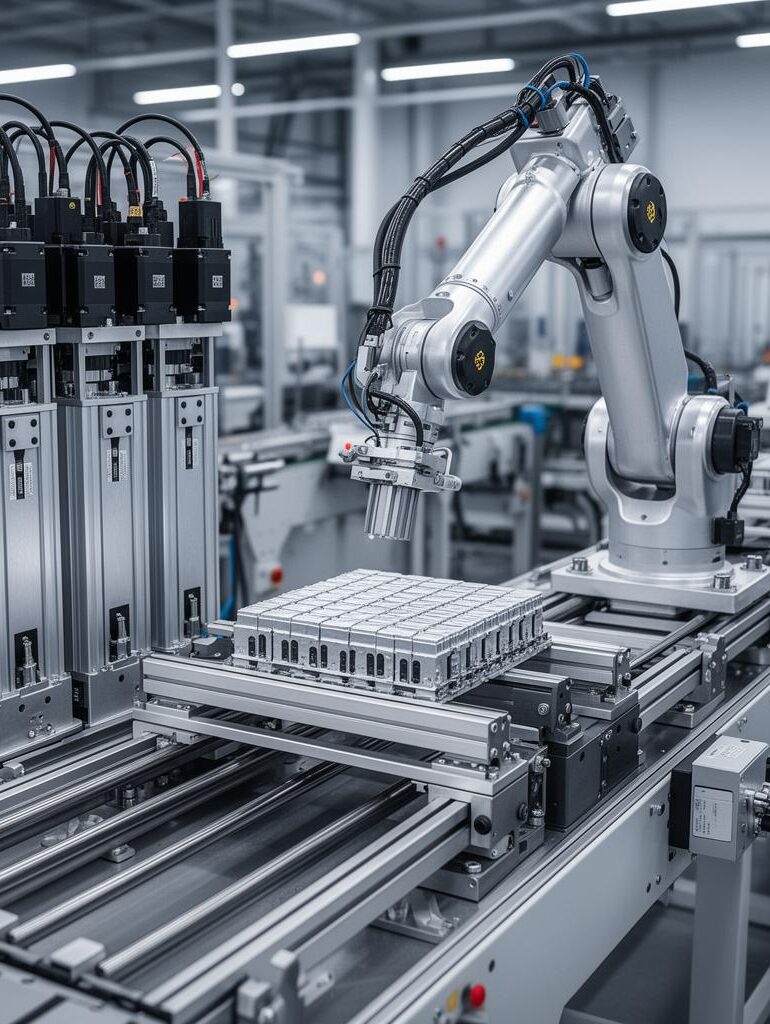
Multi-Axis Motion Sync
Synchronized motion control for material handling, transfer, and process sequencing with stable cycle times.
Traceability Data Logging
Full parameter logging, trend curves, anomaly marking, and exportable reports for validation evidence.
System Architecture
┌─────────────────────────────────────────────────────────────────────────────┐ │ SYSTEM ARCHITECTURE │ ├─────────────────────────────────────────────────────────────────────────────┤ │ │ │ ┌─────────────┐ ┌─────────────┐ ┌─────────────┐ ┌─────────────┐ │ │ │ SENSORS │ │ VISION │ │ SAFETY │ │ PROCESS │ │ │ │ (Encoder, │ │ (Camera, │ │ (E-Stop, │ │ (Pressure, │ │ │ │ Temp) │ │ Light) │ │ Guard) │ │ Vacuum) │ │ │ └──────┬──────┘ └──────┬──────┘ └──────┬──────┘ └──────┬──────┘ │ │ │ │ │ │ │ │ ▼ ▼ ▼ ▼ │ │ ┌─────────────────────────────────────────────────────────────────────┐ │ │ │ CONTROL LAYER (IPC / PLC / Hybrid) │ │ │ │ ┌─────────────┐ ┌─────────────┐ ┌─────────────┐ ┌────────────┐ │ │ │ │ │ Motion │ │ Vision │ │ Process │ │ Safety │ │ │ │ │ │ Control │ │ Processing │ │ Control │ │ Logic │ │ │ │ │ └─────────────┘ └─────────────┘ └─────────────┘ └────────────┘ │ │ │ └─────────────────────────────────────────────────────────────────────┘ │ │ │ │ │ │ │ │ ▼ ▼ ▼ ▼ │ │ ┌─────────────┐ ┌─────────────┐ ┌─────────────┐ ┌─────────────┐ │ │ │ ACTUATORS │ │ MOTION │ │ VALVES │ │ THERMAL │ │ │ │ (Motors, │ │ (Servo, │ │ (Pressure, │ │ (Heater, │ │ │ │ Drives) │ │ Stepper) │ │ Vacuum) │ │ Cooler) │ │ │ └─────────────┘ └─────────────┘ └─────────────┘ └─────────────┘ │ │ │ │ ┌─────────────────────────────────────────────────────────────────────┐ │ │ │ DATA LAYER (SCADA / MES / Historian) │ │ │ │ Parameter Logging │ Recipe Management │ Traceability │ Reports │ │ │ └─────────────────────────────────────────────────────────────────────┘ │ │ │ └─────────────────────────────────────────────────────────────────────────────┘
The closed-loop architecture connects sensors, controllers, and actuators through deterministic communication paths. Process parameters are continuously monitored, compared against setpoints, and corrected in real-time—maintaining stable operation even as material properties and environmental conditions vary.
The control layer combines IPC processing power for vision and data management with PLC determinism for motion and safety-critical functions. This hybrid approach provides the best combination of capability and reliability for pilot-line applications.
The data layer captures all process parameters for traceability, supports recipe management and version control, and provides interfaces for SCADA/MES integration based on project requirements.
High-Speed Industrial Connectivity & Protocol Interface
Industrial Ethernet
EtherCAT, PROFINET, EtherNet/IP
Industrial I/O
Digital, Analog, Serial (RS-485/422)
Data Integration
OPC-UA, SCADA/MES APIs
Core Modules
Each module maps directly to pilot-line bottlenecks. The focus is on measurability and repeatability—providing clear feedback loops that accelerate commissioning and build confidence in process stability.
High-Precision Coating Control
Coating uniformity is foundational to solid-state battery cell performance. Our control architecture coordinates tension, speed, and flow parameters through closed-loop feedback to suppress fluctuations and maintain stable deposition profiles. Recipe-based parameter sets allow rapid switching between material variants and process experiments without manual re-tuning.
Real-time deviation detection with configurable alarm thresholds enables early intervention before coating defects propagate downstream. The system logs all parameter changes and deviation events, creating a traceable record for root cause analysis and process optimization.
By reducing manual tuning iterations and providing structured parameter management, this module shortens commissioning time and improves confidence in coating repeatability across batches.

Stacking Alignment + Vision-Based Correction
Solid-state battery stacking requires precise alignment of electrode layers, separators, and current collectors. Our vision alignment module uses feature, mark, and edge positioning to calculate deviations and generate compensation outputs for downstream actuators. Sub-pixel positioning accuracy reduces cumulative drift across multi-layer stacks.
Alignment trace logging captures positioning data for every layer, enabling post-process analysis and correlation with electrical test results. This traceability supports root cause investigation when cell performance varies and provides evidence for qualification audits.
The correction loop operates in real-time, adapting to material variations and equipment settling without requiring manual recalibration between runs.
Multi-Axis Motion Synchronization
Pilot-line processes often involve multiple synchronized axes for material transfer, stacking, and process sequencing. Our motion synchronization module ensures coordinated execution across axes with stable cycle times and predictable behavior under industrial noise conditions.
Parameterized tuning allows optimization of motion profiles for specific process requirements without rewriting control logic. The system maintains synchronization accuracy even when upstream or downstream stations introduce timing variations.
Clear integration boundaries with standard interfaces simplify connection to existing equipment and reduce the risk of coordination failures during scale-up.
Process Data Acquisition & Traceability
Full parameter logging captures all process-critical data points at configurable sample rates, creating a complete record of each production run. Trend curves visualize parameter evolution over time, while anomaly marking highlights deviations that correlate with downstream quality issues.
Recipe and version control ensure that parameter changes are documented and reversible. Permission management prevents unauthorized modifications to validated settings, supporting regulatory compliance and internal quality standards.
Exportable reports in standard formats provide validation evidence for customer audits and internal qualification reviews, reducing documentation overhead during scale-up approval processes.

Business Value
For founders, VPs, and directors evaluating pilot-line investments, the control system directly impacts integration time, re-validation costs, downtime risk, and scale-up predictability. Here’s how our approach delivers measurable business value:
Faster Commissioning
Structured parameter management and pre-validated control logic reduce on-site tuning iterations, accelerating the path from installation to stable production.
Higher Repeatability
Closed-loop control with continuous monitoring maintains process parameters within tighter windows, reducing batch-to-batch variation and improving yield predictability.
Lower Re-Validation Risk
Comprehensive traceability and version control create documented baselines, reducing the risk and cost of re-validation when scaling to mass production.
Clearer Responsibilities
Modular architecture with defined interfaces clarifies scope boundaries between equipment suppliers, integrators, and end users, reducing coordination friction.
Better Scale-Up Replication
Documented parameters, validated recipes, and standardized interfaces provide a clear foundation for replicating pilot-line success to multiple mass production lines.
Delivery Path: From Evaluation to Deployment
Requirement Review
Joint review of process stages, precision targets, cycle time requirements, sensor configurations, and SCADA/MES integration needs.
Architecture Proposal
Tailored control architecture design specifying hardware platforms, software structure, interfaces, and traceability requirements.
Integration & Validation
System integration with existing equipment, control logic development, and functional validation against defined acceptance criteria.
Traceability Setup
Data logging configuration, recipe management deployment, reporting templates, and SCADA/MES interface commissioning.
Stability Verification
Extended run testing, parameter optimization, and baseline documentation to confirm stable operation under production conditions.
Scale-Up Planning
Documentation transfer, replication guidelines, and technical support for mass production line deployment.
Engineering & Architecture FAQs
How do you ensure signal integrity for control nodes in high-EMI pilot line environments?
Solid-state battery manufacturing involves high-voltage sintering and pressing equipment that generates severe electromagnetic interference (EMI). We utilize industrial controllers (such as our AE-660EBT series) featuring 2.5KV to 4000V galvanic isolation on communication ports (RS232/485 and RJ45). This hardware-level isolation prevents ground loops and transient voltage spikes from disrupting the control logic.
How is CAN Bus stability maintained across multi-axis motion synchronization?
To guarantee real-time synchronization between coating and stacking axes, fieldbus stability is non-negotiable. Our control nodes strictly enforce the 120Ω terminal resistance matching via physical jumper configurations. This hardware-defined approach ensures the overall bus impedance remains at the optimal 60Ω, eliminating the risk of software misconfiguration and preventing signal reflection during critical motion sequences.
Can we upgrade compute power for advanced vision alignment without replacing the I/O infrastructure?
Yes. Pilot lines often require increased processing power as vision inspection algorithms evolve. By utilizing a modular mainboard architecture (like our AX-130BT and AX-134BT series), compute cores are completely decoupled from the physical I/O layer. This allows system architects to scale CPU/GPU performance seamlessly without disturbing field wiring or re-validating the entire control cabinet.
Do the pilot line IPCs require active cooling in high-temperature dry rooms?
No. Active cooling (fans) introduces contamination risks and points of mechanical failure, which are unacceptable in battery dry rooms. Our controllers utilize an advanced fanless thermal design with customized heatpipes, capable of maintaining full performance even when deploying high-TDP processors (such as Intel Core i9 or discrete edge AI accelerators) in challenging thermal environments.
How does the edge controller handle traceability data logging to the MES?
The edge IPC acts as a bridge between real-time deterministic control and IT infrastructure. It buffers high-frequency process data (pressure, temperature, coating thickness) and uses standard industrial protocols like OPC-UA or MQTT to stream structured, time-stamped logs to your SCADA or MES. This ensures a 100% traceable data trail for cell qualification and scale-up validation.
Ready to Build a Pilot-Line-Ready Control System?
Share your project requirements and we’ll provide a tailored architecture proposal.